

OEM гранитную плиту на кладбище завод
Когда слышишь 'OEM гранитную плиту на кладбище завод', первое, что приходит в голову — это просто контрактное производство. Но в реальности всё сложнее. Многие думают, что достаточно найти завод в Китае, скинуть чертеж и получить готовые плиты. На деле же, если не вникнуть в детали, можно столкнуться с такими проблемами, что потом проще выбросить весь заказ, чем исправлять. Я сам через это проходил, и сейчас расскажу, на что стоит смотреть в первую очередь.
Почему OEM — это не просто 'сделай по шаблону'
В нашем деле, когда речь идет о памятниках, OEM подразумевает полный цикл: от выбора породы гранита до финальной полировки и упаковки. Заводов, которые готовы взяться за такое, много, особенно в том же Сямыне. Но вот беда — часто они работают по принципу 'как укажете, так и сделаем'. А если ты в спецификации не прописал, скажем, точную глубину гравировки или способ крепления основания, получишь то, что получишь. Один раз заказали партию плит с фактурной поверхностью, а пришло всё гладкое, как стекло. Оказалось, в техзадании не было четкого указания на тип обработки лицевой стороны. Завод сделал, как привык — отполировал. Пришлось переделывать за свой счет.
Здесь важно понимать, что хороший OEM-завод — это не просто исполнитель, а в какой-то степени консультант. Они должны задавать уточняющие вопросы по толщине, по обработке кромок, по устойчивости к местным погодным условиям. Если менеджер просто кивает и говорит 'всё понятно', это тревожный звоночек. Настоящие специалисты всегда поинтересуются, для какого региона предназначены плиты, потому что, например, для северных районов с частыми перепадами температур нужен гранит с минимальным водопоглощением и особая подготовка тыльной стороны.
Кстати, о регионах. Мы как-то работали с клиентом из Сибири. Заказали плиты из G603 (китайский серый гранит), вроде бы надежный материал. Но после первой же зимы на нескольких памятниках появились микротрещины. Завод, конечно, сослался на 'экстремальные условия эксплуатации'. Но в итоге разобрались: проблема была в неоднородности блока, из которого пилили плиты. Настоящий OEM-подход предполагает контроль сырья на этапе закупки, а не использование того, что есть в наличии на складе.
Ключевые этапы, которые нельзя упускать при работе с заводом
Первое и главное — утверждение образца материала. Нельзя просто сказать 'хочу черный гранит'. Нужно получить физический слэб или, на худой конец, несколько качественных фото при разном освещении. Absolute Black (Индия) и G684 (Китай) — оба черные, но оттенок и структура разные. Один более угольный, другой с едва заметными серыми прожилками. Для кладбищенской плиты это может быть критично, особенно если заказчик хочет строгий, однородный цвет.
Второй момент — технологическая карта. Хороший завод предоставляет ее до начала производства. Там должно быть все: размеры, допуски, тип обработки поверхности (полировка, лощение, термообработка), способ резки, метод нанесения гравировки. Мы сейчас, например, для большинства заказов используем OEM гранитную плиту на кладбище с комбинированной обработкой: лицевая сторона — зеркальная полировка, а боковые грани — лощенные. Это и смотрится благородно, и снижает риск сколов по краям при транспортировке.
И третье — логистика. Казалось бы, это не относится к производству, но завод должен понимать, как его продукция будет доставляться. От этого зависит конструкция деревянной обрешетки. Для морской перевозки нужна особая, более прочная упаковка с дополнительной гидроизоляцией. Один раз сэкономили на этом этапе, и при разгрузке в порту Роттердама обнаружили, что углы у половины плит повреждены. Влажность внутри контейнера оказалась выше нормы, и мягкая упаковка не выдержала.
Ошибки в выборе завода и как их избежать
Самая распространенная ошибка — гнаться за низкой ценой. Цена на OEM гранитную плиту на кладбище завод формируется не только из стоимости камня и работы. В нее заложены контроль качества, правильная упаковка, документы (сертификаты на материал, инвойсы). Если цена подозрительно низкая, скорее всего, где-то будут срезы. Часто экономят на контроле геометрии плит. В итоге приходит партия, где плиты вроде бы одного размера, но при стыковке нескольких элементов (например, для сложного памятника) выясняется, что есть расхождения в пару миллиметров. Свести их на месте практически невозможно.
Еще один момент — коммуникация. Завод должен иметь русскоязычного менеджера или хорошего переводчика. Обсуждать технические нюансы через Google Translate — верный путь к недопониманию. Наш опыт показывает, что стабильнее всего работается с теми, кто уже имеет опыт поставок в СНГ. Они знают наши стандарты, наши климатические особенности и даже специфику оформления документов.
Здесь, к слову, могу упомянуть Xiamen Dalai Import & Export Co. Не сочтите за рекламу, просто из практики. Мы с ними столкнулись лет пять назад, когда искали партнера для сложного заказа на комплексы из нескольких видов гранита. Их офис как раз находится в Сямыне, в том самом крупнейшем камнеобрабатывающем центре. Что важно — они не просто посредники, а имеют прямые контракты с карьерами и могут влиять на процесс отбора сырья. Их сайт https://www.daleistone.ru — это, по сути, их витрина, но самое ценное начинается, когда ты связываешься с ними напрямую и обсуждаешь проект. Они начали с вопросов о конечном назначении, о способе монтажа, который планирует заказчик. Это и есть тот самый профессиональный подход.
Технические нюансы, о которых часто забывают
Толщина плиты. Стандарт для надгробий — 3-5 см. Но если плита большая, скажем, 100х200 см, то 3 см — это мало. Есть риск прогиба и, как следствие, трещины. Для таких размеров лучше 4-5 см, даже если кажется, что это перерасход. Завод должен это знать и советовать.
Крепежные элементы. Если плита будет устанавливаться на цоколь, нужно предусмотреть пазы или отверстия. Их лучше делать на заводе, а не высверливать на месте. Ручное сверление часто приводит к сколам на лицевой стороне. Хороший завод предложит несколько вариантов крепления и порекомендует оптимальный, исходя из конструкции памятника.
Защитное покрытие. Многие спрашивают про него. Лично я скептически отношусь к нанесению каких-либо полиролей или гидрофобизаторов на заводе. Во-первых, при транспортировке это покрытие может повредиться. Во-вторых, лучше обрабатывать плиту уже после установки, на чистой поверхности. Заводская обработка часто бывает лишь маркетинговым ходом. Настоящая защита — это правильно подобранная плотная порода гранита и качественная полировка, которая сама по себе минимизирует впитывание влаги.
Итог: на чем строится долгосрочное сотрудничество
В конечном счете, выбор завода для OEM гранитной плиты на кладбище — это вопрос доверия и деталей. Нужен партнер, который не боится задавать вопросы, который готов предоставить фото и видео с производства на ключевых этапах (резка, полировка, упаковка), который понимает, что его репутация — это не только цена, а качество конечного продукта, дошедшего до кладбища в идеальном состоянии.
Не стоит ожидать, что с первого заказа всё будет идеально. Всегда есть какие-то мелкие недочеты. Но важно, как завод на них реагирует. Готов ли он компенсировать брак, внести корректировки в следующую партию, учесть все пожелания? Вот это и есть показатель.
Работая, в том числе, и с такими поставщиками, как упомянутая Xiamen Dalai Import & Export Co., мы для себя вывели простое правило: лучший завод — это тот, после разговора с которым у тебя не остается неясностей. Когда все технические моменты обсуждены, риски проговорены, и ты уверен, что твое техзадание прочитали не просто менеджеры по продажам, а главный технолог на производстве. Только тогда можно быть спокойным за результат и за то, что плиты действительно будут соответствовать слову 'памятник', а не просто 'каменное изделие'.
Соответствующая продукция
Соответствующая продукция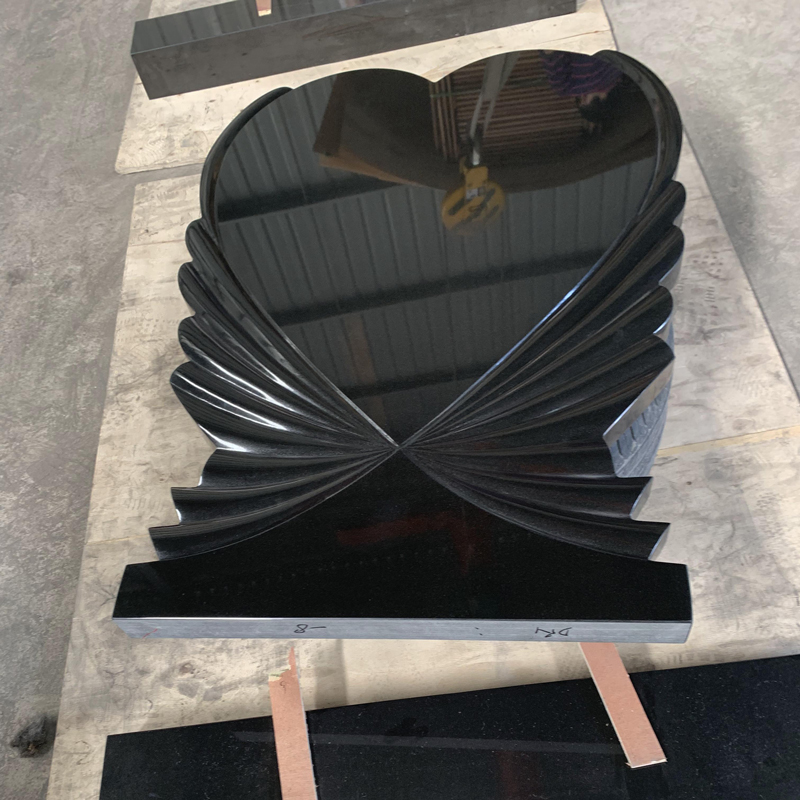






Самые продаваемые продукты
Самые продаваемые продукты-
 Черный мрамор маркиза каменная сумка резьба художественная работа мраморная сумка
Черный мрамор маркиза каменная сумка резьба художественная работа мраморная сумка -
 Белая мраморная скульптура херувима статуя ангела для мемориального декора
Белая мраморная скульптура херувима статуя ангела для мемориального декора -
 Лестничная плита из красного гранита с кленовым листом Flamed G562
Лестничная плита из красного гранита с кленовым листом Flamed G562 -
 Мозаика
Мозаика -
 Проектирование гранита и мрамора
Проектирование гранита и мрамора -
 Индийская черная русская надгробная плита – большой набор
Индийская черная русская надгробная плита – большой набор -
 Русский памятник – Индийский черный
Русский памятник – Индийский черный -
 Декоративное надгробие из черного гранита “Декоративные изгибы
Декоративное надгробие из черного гранита “Декоративные изгибы -
 Черный ледяной цветок
Черный ледяной цветок -
 Белая текстура древесины
Белая текстура древесины -
 Натуральный ангольский черный гранитный блок бордюрной плиты для дорожного покрытия на открытом воздухе
Натуральный ангольский черный гранитный блок бордюрной плиты для дорожного покрытия на открытом воздухе -
 Неро Марджуа Мраморная модель автомобиля Ручная резная скульптура Произведение искусства
Неро Марджуа Мраморная модель автомобиля Ручная резная скульптура Произведение искусства
Связанный поиск
Связанный поиск- OEM камень гранит черный Поставщик
- гранит оптом от производителя
- цена мраморных камней
- дизайн мозаичной плитки
- Китай мраморное ремесло завод
- плитка черный гранит поставщик
- Китай Тяньшаньский красный гранит Поставщик
- Китай кедр гранит белый заводы
- Китай ванна плитка мрамор заводы
- Китай мраморный умывальник заводы